
«ЗАТВЕРДЖУЮ»
ст. майстер
____________Уманський А.Г.
«_____»_____________201__р.
ПЛАН УРОКУ
виробничого
навчання
«13»
січня 2017 р.
Курс ІІ група 2-а
професія: «Електрогазозварник, слюсар
з ремонту автомобілів, рихтувальник кузовів»
Тема
програми:
«Дугове наплавлення валиків і зварювання
пластин у нижньому положенні шва»
Тема уроку: «Механізоване зварювання пластин НВ
сталі L 150-200мм товщиною 10-12мм в накладку в нижньому положенні»
Мета
уроку:
навчальна: сформувати
вміння та навички в механізаваному зварюванню пластин НВ сталі L 150-200мм
товщиною 10-12мм в накладку в нижньому положенні
виховна: виховувати у учнів любов до обраної
професії
Тип
уроку
комбінований
Матеріально-технічне
та дидактичне забезпечення: молоток,
зубило, щітка по металу, електроди, низьковуглецева сталь
Хід уроку:

1.Організаційна частина (5 хв.)
Перевірка
зовнішнього виду та облікового складу групи.
Перевірити
стан здоров’я учнів.
Перевірка
наявності щоденника.
2.
Вступний інструктаж (45 хв.)
Повідомити
нову тему та мету уроку.
Перевірка
знань попереднього заняття
Пояснення
нового матеріалу.
1. розповісти про значення данної роботи
2. пояснення послідовності виконання робіт
3. розповісти про інструмент
4. техніка безпеки при виконанні роботи
5. перевірка освоєння учнями нового матеріалу
6. закріплення матеріалу по вступному інструктажі.
3 Поточний інструктаж (5 год. 00 хв.)
Розміщення учнів по робочих
місцях.
Обхід робочих місць з метою
перевірки:
організація
робочого місця учнями; правильність виконання робіт
дотримання
учнями правил техніки безпеки.
Поточний
інструктаж
Дотримання безпеки праці учнями.
Надання теоретичної та практичної
допомоги.
4.Заключний інструктаж (10 хв.)
підведення підсумків роботи
за день, ступінь досягнення мети уроку; аналіз та обговорення типових помилок; типові
недоліки, причини їх виникнення, шляхи попередження, усунення
недоліків;виставити оцінки та прокоментувати; домашнє завдання; прибирання
робочих місць.

З'єднання в накладку
Цей тип з'єднання використовується при зварюванні листового металу товщиною 10-12мм. Проварюють його з двох сторін, щоб між листами не потрапила волога і не було корозії.
Перед початком
зварювання слід:
1)
Одягнути
спецодяг зварника.
2)
Перевірити
цілісність зварювальних кабелів.
3)
Наявність
ризового коврика.
4)
Справність
витяжної вентиляції.
5)
Наявність
заземлення трансформатора, зварювального столу.
6)
Перевірити
справність обладнання та допоміжного інструменту.
7)
Прибрати
зайві предмети з робочого місця.
Виконання підготовки
металу до зварювання
Щоб
забезпечити якісний провар і формування зварного шва, учні готують метал під зварювання. Очищають метал
від бруду, ржі, мастила. Роблять розмітку деталей, потім за необхідністю виконують
такі операції як: рубання, різання. Виконують складання деталей під зварювання.
Встановлення необхідного режиму зварювання
Під режимом зварювання розуміють сукупність контрольованих параметрів, що
визначають умови зварювання.
Діаметр
електрода вибирають залежно від товщини металу, катета шва, положення шва у
просторі. Приблизне співвідношення між товщиною металу S і діаметром електрода de
при зварюванні в нижньому положенні шва становить:
S мм: 1...2 3...5
4...10 12...24 30...60
de мм: 2...3 3...4 4...5
5...6 6...8
Сила струму в основному залежить від
діаметра електрода, але також від довжини його робочої частини, складу
покриття, положення зварного шва. Чим більший струм, тим більша продуктивність,
тобто більша кількість наплавленого металу.
Про те
при надмірному струмі для даного діаметра електрода, електрод швидко перегрівається
вище допустимої межі, що призводить до зниження якості шва та підвищеного
розбризкування. При недостатній силі струму дуга нестійка, часто обривається, в
шві можуть бути непровари. Силу струму можна визначити такими формулами:
Iзв =
(20+6 de) de –
при зварюванні конструкційних сталей для електродів діаметром 3...6мм.,
Iзв=
30 de – для електродів діаметром менше 3 мм , де de –
діаметр електрода мм.
У процесі зварювання треба підтримувати певну довжину дуги яка залежить від
марки та діаметра електрода. Довжина дуги визначається за формулою
Lд = (0,5...1,1) de.
Техніка виконання зварювання
Запалення
дуги
Запалення дуги між покритим електродом
та зварювальним виробом виконують у два прийоми:
коротким
замиканням кінця електрода з виробом;
відривом
електрода від поверхні виробу на відстань, що дорівнює діаметру покритого
електрода.
Коротке замикання електрода з виробом
необхідно для нагрівання металу до відповідної температури в катодній плямі, що
забезпечує вихід первинних електронів та появу дуги.
Існують два способи запалення дуги:
покритими
електродами — впритул і ковзанням.
На практиці використовуються обидва
способи запалювання дуги, перший частіше застосовується при зварюванні у
вузьких або незручних місцях.
Довжина дуги
Одразу ж після запалювання дуги
починається плавлення основного та електродного металів. На виробі утворюється
ванна розплавленого металу. Зварник має підтримувати горіння дуги так, щоб
довжина її була постійною. Від правильно обраної довжини дуги залежать продуктивність
зварювання та якість звареного шва. Зварник має подавати електрод у дугу зі
швидкістю, що дорівнює швидкості плавлення електрода. Уміння підтримувати дугу
постійної довжини характеризує кваліфікацію зварника.
Нормальною вважають довжину дуги, яка
дорівнює 0,5—1,1 діаметра стрижня електрода, в залежності від типу й марки
електрода та положення зварювання в просторі.
Збільшення довжини дуги:
знижує її
стійке горіння;
знижує глибину
проплавлення основного металу;
підвищує
витрати на вигоряння і розбризкування електрода;
викликає
утворення шва з нерівною поверхнею;
підсилює
шкідливий вплив навколишньої атмосфери на розплавлений метал.
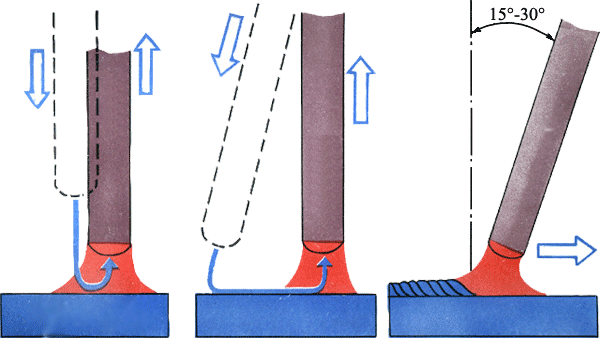
Положення електрода
Нахил електрода під час зварювання
залежить від:
просторового
положення;
товщини і
способу з’єднання зварювального металу;
діаметра
електрода;
виду та
товщини електродного покриття.
Напрямок
зварювання може бути:
зліва —
направо;
справа —
наліво;
від себе;
до себе.
Незалежно від напрямку зварювання, електрод
має бути нахилений до осі шва так, щоб метал зварювального виробу проплавлявся
на найбільшу глибину та правильно формувався метал шва.
Для одержання щільного та рівного шва
для зварювання в нижньому положенні на горизонтальній площині кут нахилу електрода
має бути 15° від вертикалі у бік ведення шва — кутом назад.
При виконанні шва внапуск, необхідно правильно вибрати кут нахилу електрода. Він повинен бути порядку 15-45°. Тоді виходить надійне з'єднання. Відхилення в ту або іншу сторону основна маса розплавленого металу знаходиться не на межі, а в стороні, міцність з'єднання значно знижується або деталі залишаються зовсім не з'єднаними.
У разі, коли виробляється з'єднання накладку, одна деталь розташовується на інший, зварювання відбувається по крайках обох деталей. При цьому оброблення кромок не передбачається технологічно, лише підготовка для щільного прилягання однієї площини до другої. З'єднуються деталі двома зварними швами, які пов'язують кромки ближче з лежачими площинними поверхнями.
З'єднання без посилення найдоцільніше проводити за з'єднання внахлестку деталей, що мають товщину не більше 10 мм. Подвійний шов в цьому випадку виконують з міркувань по герметизації, тобто для того, щоб волога не потрапляла між напуском і не відбувався посилений процес корозії. Сам спосіб з'єднання називається «з'єднання внахлестку з лобовими швами».

З'єднання з посиленням виконується за особливих вимогах до міцності, а також при великій товщині металу зварюваних виробів. На малюнку показано зварне з'єднання внахлест з додатковими зварними кріпленнями, які отримують шляхом прогрівання нижній і проплавлення верхньої деталі, а також ті, які заздалегідь пропилюють у місці зварного з'єднання. Крім допоміжних кріплень, в рідкісних випадках вони можуть також виконуватися без лобових швів при невеликій товщині виробів, але в такому випадку на особливу міцність не варто розраховувати.
НАВЧАЛЬНЕ ВІДЕО
Майстер виробничого
навчання ______________ ___Р.В.Пащенко__
(підпис) (прізвище та ініціали)
Комментариев нет:
Отправить комментарий